LPH-80
LUXURY EDITION
Premium Quality Spray Gun for Spot Repair applications. Specially designed for small repair jobs and hard-to-reach areas.
Learn moreMultispray Mix
BOOST YOUR PERFORMANCE
WITH THE MULTISPRAY MIX PRECISION
Electronically controlled mixing and dosing system for preparing multi-component paints.
Learn moreNEW MAINTENANCE & CLEANING KIT
Our Spray Gun Cleaning & Maintenance Kits include the same important tools which Technical Services use to clean and restore spray gun to perfect working conditioning. The kits come in two versions: Complete and Essential.
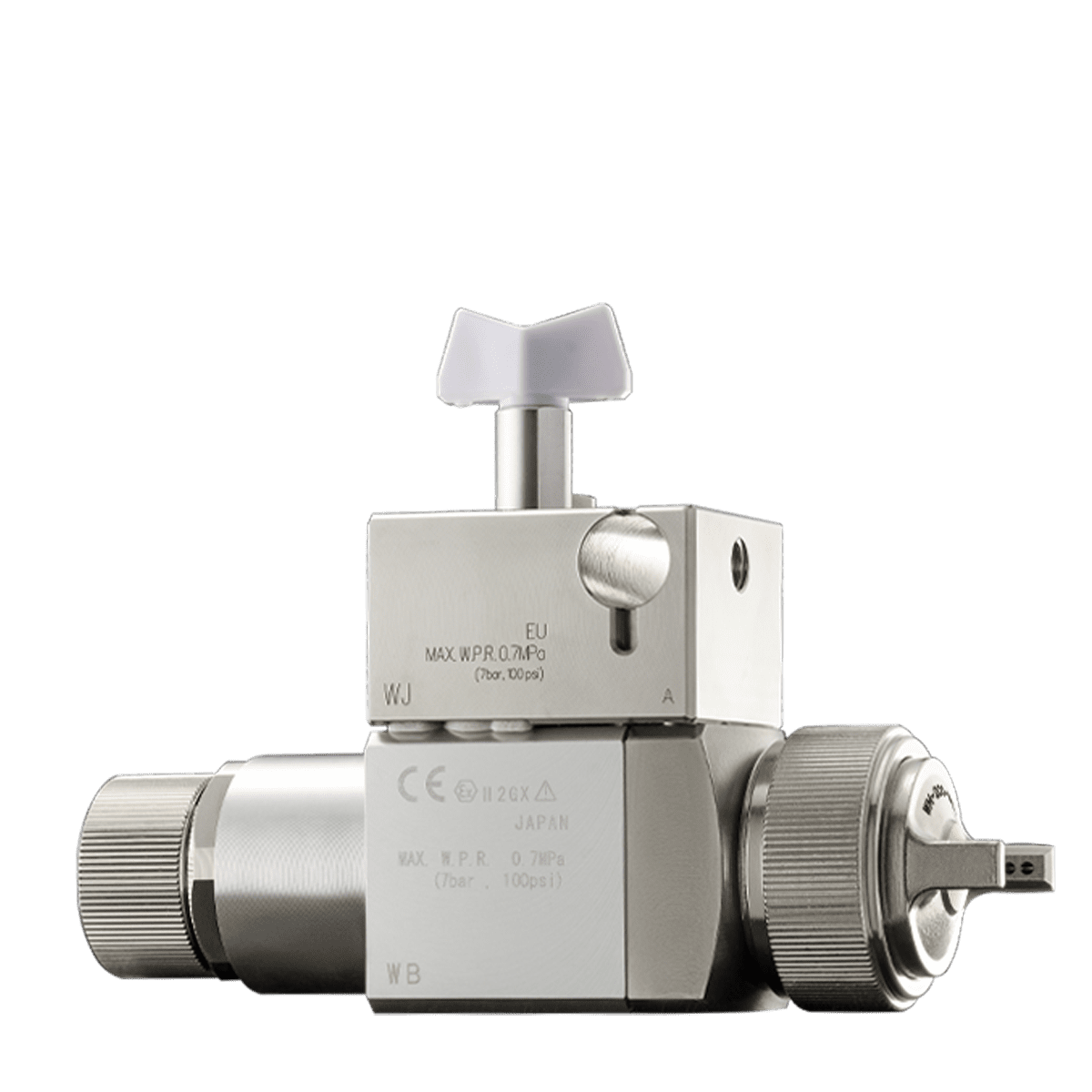
Learn moreNEW HVC 1 & 2
THE PRESSURE REGULATOR
REINVENTED
Find out more about our brand new HVC pressure regulators, for Premium performance.
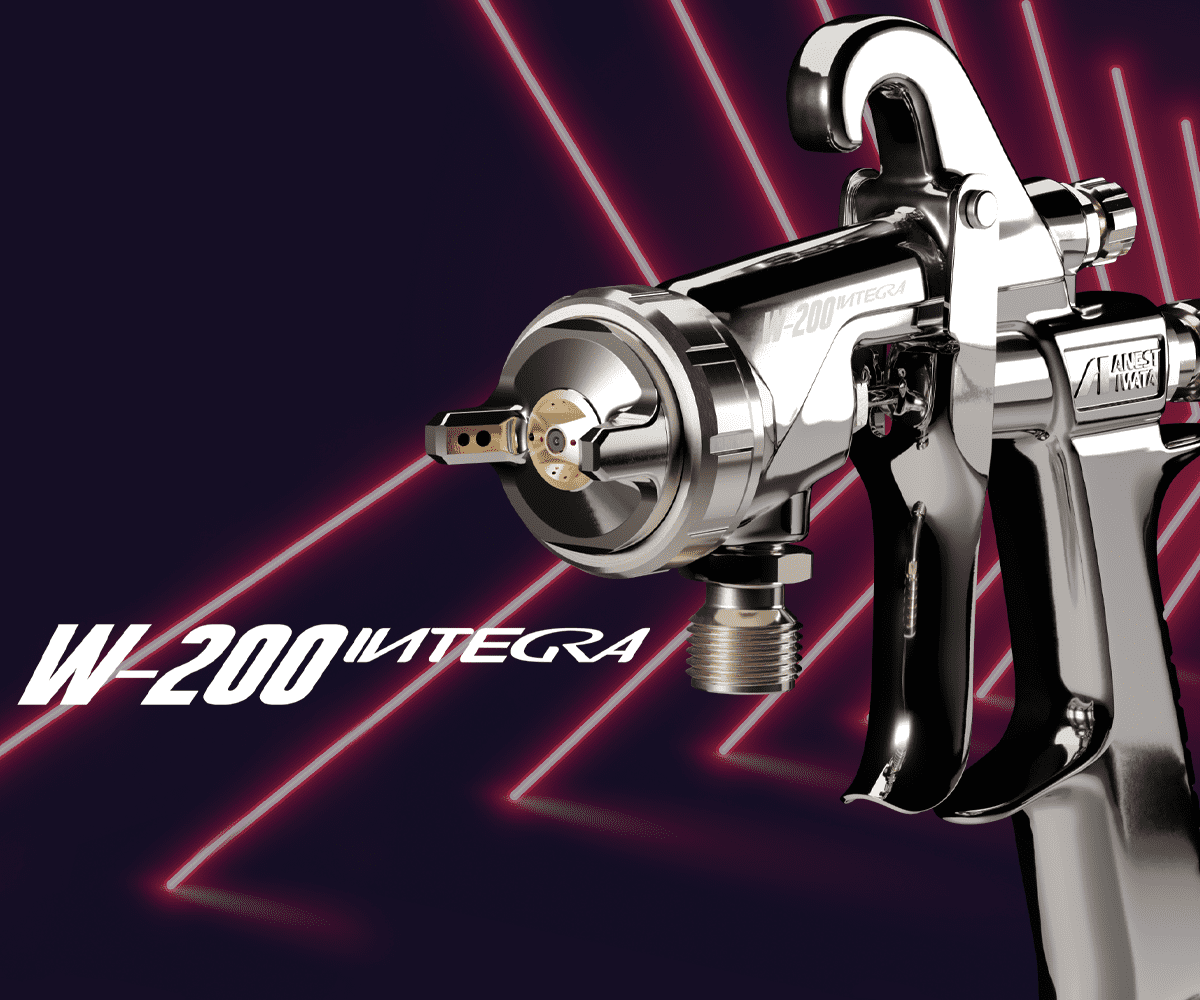
Learn moreWA-200
INTEGRA
Full Size
Automatic Spray Gun
Improved version of the WA-200 INTEGRA, it is specific for use with water-based paints.
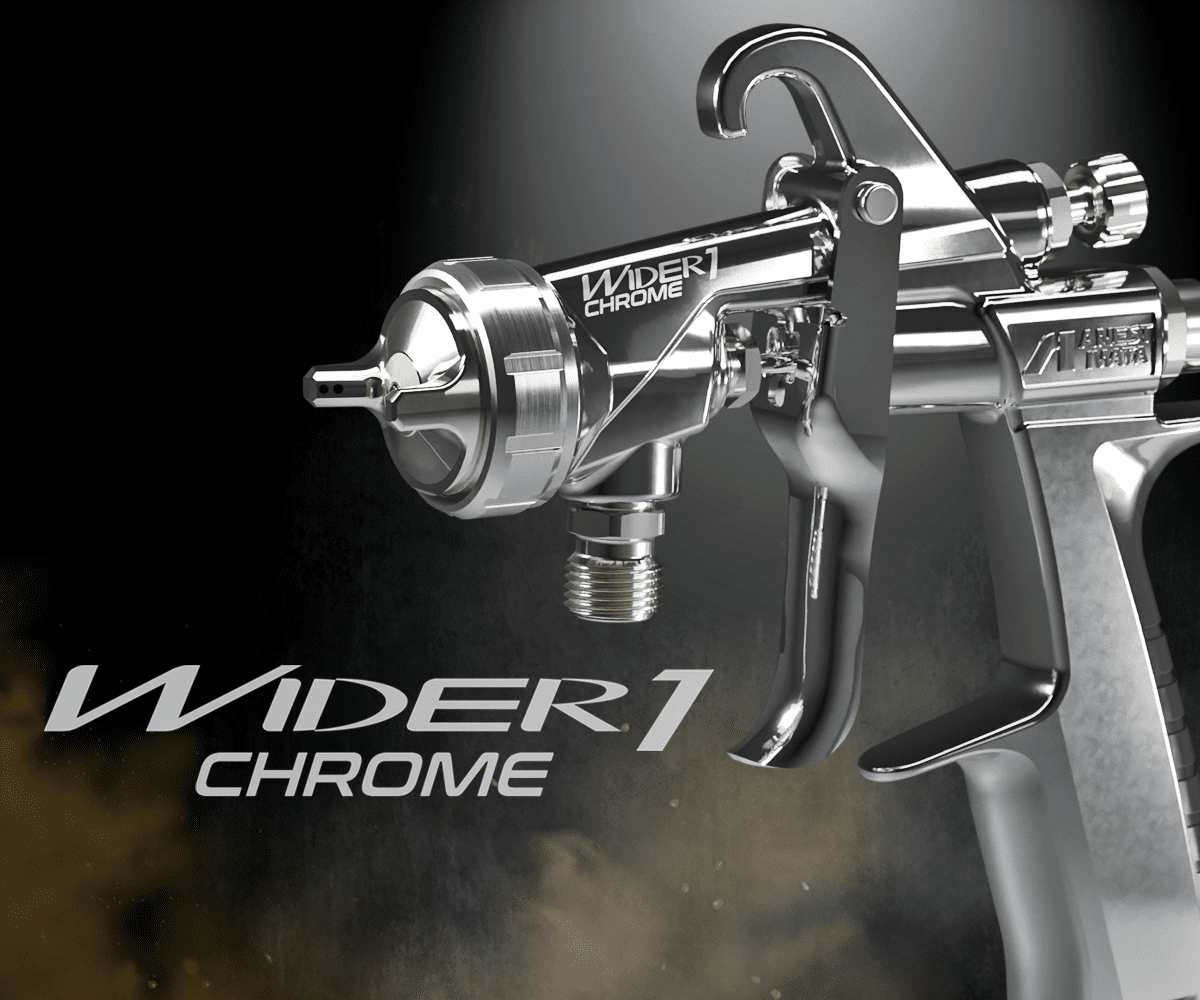
Learn moreWIDER1A
Compact Size
Automatic Spray Gun
Designed for installation and operation of automatic painting lines within the general industry sector, this range consists of two models: WIDER1A & WIDER1A R.
Learn moreAnest Iwata
Details matter
Our passion for painting and our enthusiasm in creating constantly brings us to design Spray Guns capable to go further beyond any limits.
SERIES 2
MSGS-200 EVO
The New Standard
MSGS-200 EVO combines the advantages of Airless technology, with the advantages of conventional technology resulting in a product with high transfer efficiency and excellent finish quality.
Learn MoreANEST IWATA
REFINISH
If you are looking for technical information and video training, come and find us on our Youtube channel Anest Iwata Refinish
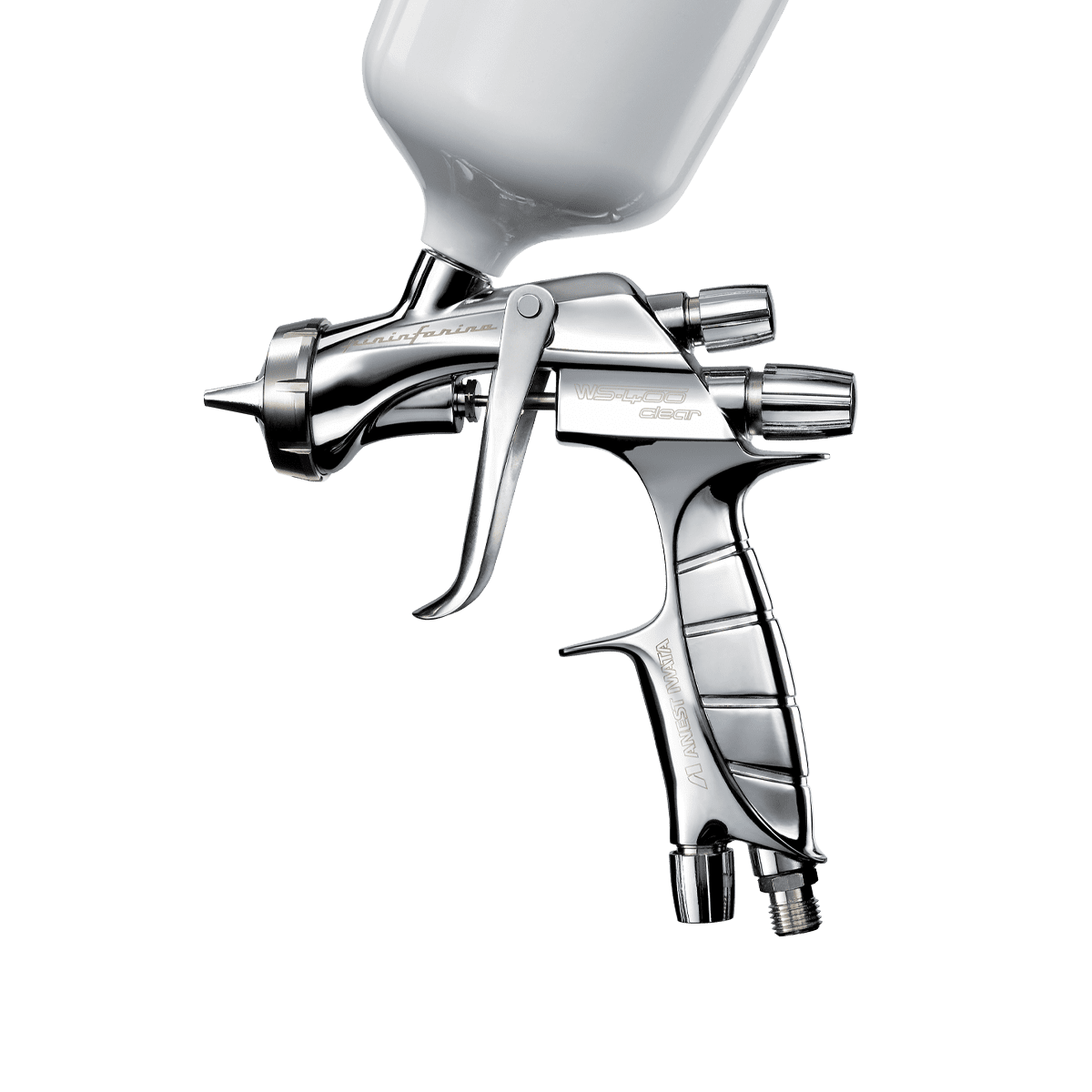
Learn moreSERIES 2
WS-400 & LS-400
The finest atomization is achieved with the unique Anest Iwata technology, the Split Nozzle™.
Learn moreHEALTH PROTECTION
Protective devices increasingly safe
The spectrum of action of harmful substances is large, then it is necessary identify with great precision the specific risks present in each workplace.
Learn MoreTHINK BIG
Not Only Cars
Anest Iwata has a wide range of spray guns and pumps that satisfy not only the car refinishing sector, but also the industrial production. From transportations, to wood, from constructions to the glass industry and many others more.
Learn MoreALG-7 TE WB
Airless Manual Spray Gun
The ALG-7 TE WB Series are Airless Spray Guns, ideal for fast and efficient application of both water based and solvent based materials, with a transfer efficiency of over 95%, with this Airless gun there is a very little overspray and paint waste.
Learn more